
红外线烘燥机
红外线烘燥机被连续轧染、化学整理的预烘工序广泛采用。这种设备是利用辐射传热方式来进行烘燥的。它不需要其他物质做媒介,即能通过织物表面进入内部,使织物的内外温度同时迅速升高,可在很短时间内对织物进行烘燥。这样,不会因烘燥不匀产生染料“泳移”,表面树脂、整理剂分布不匀而影响产品质量。
红外线像可见光一样是一种电磁波。其波长范围在0.76~1000μm,其中尤以0.76~40μm波长范围内的红外线热效应显著,常称之为热射线。在研究和应用红外线加热的烘燥技术中,把红外线分为近红外线(λ为0.76~3μm)、中红外线(λ为3~30μm)和远红外线(λ>30μm)。在红外线烘燥技术上使用的是波长在1~15μm的红外线。
红外线辐射到物体表面时,其全部辐射能量的一部分在物体表面被反射,其余辐射能量射入物体内部,部分被物体吸收,另一部分则透过物体。由此可知,红外线加热烘燥的热效率取决于被烘燥物体对红外线的吸收率,而此吸收率又与物体的种类、表面状态以及红外线的波长等有关。
目前,染整厂的红外线烘燥机按其热源,可分为电热式和燃气加热式两种。
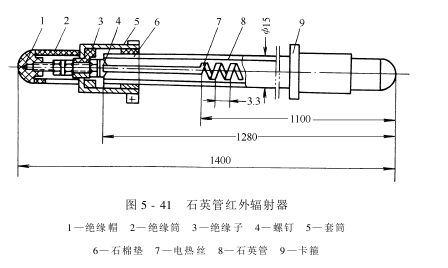
(1)电热式红外线烘燥机:如图5-40所示。它的红外线辐射器是电热石英管式红外辐射器(图5-41)。石英管套在电热丝外,搁在石棉垫上,再套上黄铜套管,用上卡箍夹紧。套筒上有三条轴向长槽,以增加弹性。辐射器借两端套筒夹紧在框架的弹簧夹里。石英管除用来固定电热丝,减少电热丝的氧化腐蚀外,还起着透射红外线和减少对流热损耗的作用。

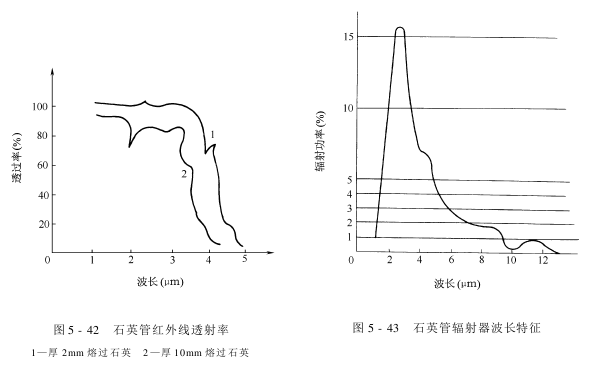
石英管用作辐射元件的特点是绝缘性和耐热性好,并能将电热丝辐射出来的λ<4μm的红外线几乎全部透射,λ≥4μm的则几乎全部吸收(图5-42)。吸收后石英管温度升高,又进行二次辐射,其波长特征见图5-43。
常用的石英管外径为12~13mm,壁厚为1.5~2mm,长为1~1.5m,配装2~2.5kW电热丝。石英管不能承受机械冲击,使用时应特别注意。电热丝是把电功率转变为热功率的主要元件,其温度与通过它的电流、电热丝材料、直径、卷绕外径、螺距等有关。一般通过调节电压来控制电热丝温度,以获得所需的辐射波长和辐射功率。
用碳化硅套管代替石英套管,不仅价格便宜,而且碳化硅管的红外辐射频谱在3~16μm波段很均匀,无峰值,具有与石英管不同的辐射特性。
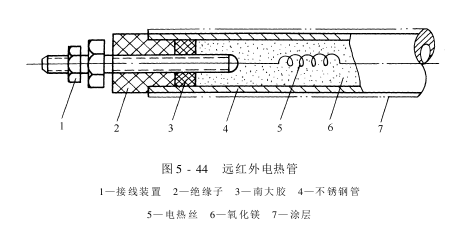
织物在烘燥、上色、固色过程中,主要依靠吸收λ为4~5μm的中红外线,辐射体表面相应温度为550℃。产生此类红外线的远红外电热管结构如图5-44。其大优点是耗电少,可比普通电热式红外辐射器节电30.5%。
(2)燃气式红外线烘燥机:目前印染厂使用的燃气式红外线烘燥机是煤气红外辐射器。煤气是含有可燃气(H2 、CO、CH4 、C3H3 、C4H10 、H2S等)、助燃气(O2 )、不可燃气(N2 、CO2 、H2O)等的混合气体。
就其结构来说,煤气红外辐射器可分为金属网式红外辐射器(图5-45)和多孔陶瓷板覆金属网红外辐射器(图5-46)。

①金属网辐射器的工作过程是,当一定压力的煤气经喷嘴压入燃烧器的引射器A时,煤气引射器内高速流体,使孔A内压力降,自动将空气从燃烧器的孔B吸入,煤气和空气的混合气体沿引射器逐步得到均匀的速度和浓度,继续前进,在与燃烧器内壁气流挡板撞击后喷射至整个燃烧器内部空间,在里网和面网之间燃烧,使面网、辐射网、里网的温度急剧上升,赤热的面网、辐射网、里网和它们的高温烟气都发射出红外线。在正常情况下,一个合格的辐射器,在标准煤气压力下,点燃后应燃烧稳定,没有火焰,里外网赤红,且亮度均匀,无噪声。由于铁铬铝的膨胀系数很大,为了防止辐射网在赤红时变形,预先将它冲压成波纹形状。
②在多孔陶瓷板外覆金属网红外辐射器中,煤气和空气的混合气从气流挡板和辐射器壳间的间隙喷向多孔陶瓷板,混合气在多孔陶瓷板与金属网间燃烧形成红外辐射。

在正常使用的情况下,煤气红外辐射器金属网的温度在800~1000℃,以2~6μm波长的红外线为主,该波长范围内的辐射占全部辐射能的70%。


 微信收款码
微信收款码