
什么是熔喷法纤维非织造布?
1.与纺粘法的异同
纺粘法
亦称纺丝直接成布法,它是利用熔融纺丝等方法将聚合物切片经熔融纺丝拉伸而形成的连续长丝进行铺网,然后经粘合、后整理等工序制成产品。
a 相同点
① 聚合物都要在熔融状态下由喷丝孔挤出
② 纤网可经热粘合(面粘合或点粘合)或自身粘合加固成非织造布
b 不同点
①纺粘法中:骤冷空气冷却,同时拉伸,形成连续长丝,铺放到成网帘上
熔喷法中:高速热空气喷吹,受到极度拉伸,形成超细短纤维,以极高速度飞向成网帘或凝网滚筒形成纤网
②纺粘法:纤网加固方式多,除热粘合外,还可采取针刺、水刺、化学粘合等多种手段
熔喷法:主要依靠热粘合或自身粘合
2.传统工艺流程
聚合物喂入→熔融挤出→纤维形成→纤维冷却→成网→粘合(固网)→ 切边卷绕→后整理或特殊整理
聚合物喂入 —— 聚合物一般制成小球状、颗粒状的切片,倒入料桶或料斗,输入螺杆挤出机
熔融挤出 —— 在螺杆挤出机的进料端,聚合物切片要与稳定剂、增白剂等添加剂及色母粒等必需的原料,经过充分搅拌混合后进入螺杆挤出机,加热成为熔体,后由计量泵经过滤器将熔体送入喷丝板。在熔喷工艺中,一般挤出机也借其剪切作用与热降解作用来降低聚合物的分子量。
纤维形成 —— 经过滤的清洁熔体要经过分配系统,再均匀送入每组喷丝板,使每个喷丝孔的挤出量一致。熔喷纤维的喷丝板与其它纺丝成网法不同,喷丝孔必须排成一直线,上下两侧开有高速气流的喷出孔。
纤维冷却——在喷丝板的两侧有大量的室温空气同时被吸入,与含有超细纤维的热空气流相混,使其降温,熔融的超细纤维冷却固化。
成网——在熔喷法纤维非织造布生产中,喷丝板可以水平放置,也可以垂直放置。如果水平放置,那么超细纤维喷在一圆形收集滚筒上成网;如果垂直放置,那么纤维落到一顶水平移动的成网帘上凝集成网。
粘合(固网)——上面谈到的自身粘合加固,对于某些用途的熔喷布来说已经足够了,如:要求纤网有较蓬松的结构、良好的空气保有率或空隙率等。而对于很多其它用途来说,单有自身粘合加固还不够,还需要热轧粘合、超声波粘合或其它加固手段。
热轧粘合
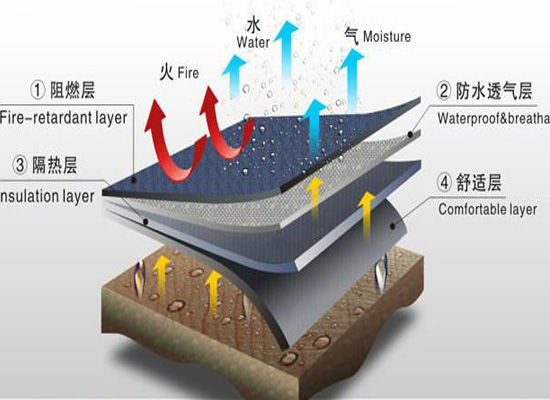
3.熔喷法纤维非织造布工艺特点
⑴工艺流程短,生产效率高;
⑵纤维极细,纤网均匀度好,手感柔软,在过滤、抗菌、吸附方面有突出的优点;
⑶纤维取向度较差,纤网强度低;
⑷能耗大。
熔喷法纤维成形设备
熔喷生产线组成
(1)喂料系统
工大实验线喂入及螺杆挤出机
(2)过滤系统
(3)熔喷喷丝板(模头)
均流管道
熔喷纤维喷丝板构造
一般熔喷喷丝板孔径为0.3~0.4mm,喷丝孔间距为12~16孔/cm.
熔喷纤维喷丝孔结构
初的熔喷设备,其模头为狭缝式双槽形喷头,即长而窄的热空气喷出口分布在一排圆形喷丝孔的两侧。
1983年,Schwarz设计了方形和三角形纺丝孔,并申请了专利。这种喷头不仅可以减少熔喷过程中聚合物的降解,还可以节约能量,在提高终纤维强力的同时降低了成本。纤维的直径能达到2μm以下。
1995年,Schwarz又申请了圆形纺丝孔的熔喷设备。其纺丝孔的纺丝板与特殊的空气盖板组合,可形成一级和二级两个空气腔,保证了各个熔体孔周围气流的均匀分配,所以纺丝孔的排数可增加(至少4排),不仅提高了生产率,还保证了熔喷纤维的质量。
Reifenhauser公司的Reicofil单头熔喷生产线


 微信收款码
微信收款码