
前处理设备——丝织物精练设备-精练槽练桶
11精练槽(练桶)
精练槽是一种古老的丝织物精练设备,俗称挂练槽。由于其具有结构简单,操作方便,练漂质量高,适用小批量、多品种加工的特点,至今仍为丝织物精练的常规设备。
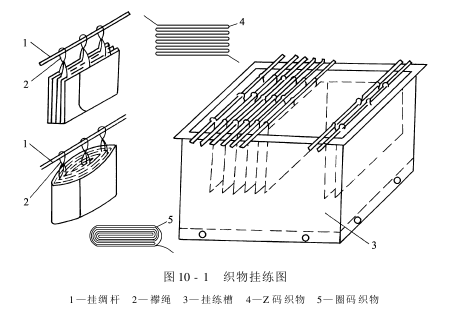
坯绸在精练前首先经过准备工序,包括分批、退卷、码折、钉线扣襻和穿竿打印等五道工序。码折是将坯绸码成“S”状或圈状,分别称S码或圈码。织物码折后,随即在一侧绸边上钉上间隔相等、高度一致的襻绳,即钉线扣襻。通过襻绳可将织物逐匹地穿在挂绸杆上,如图10-1所示。挂绸杆依次排在杆架上,杆架借升降机构做垂直升降,将坯绸缓慢浸入挂练槽内进行浸渍工艺处理。
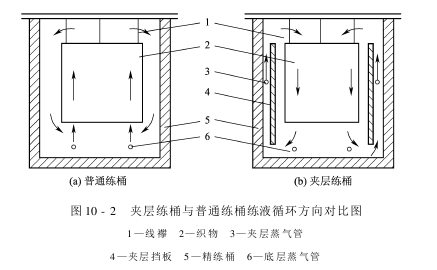
(1)练槽:练槽一般分为普通练桶和夹层练桶,如图10-2所示。
挂练槽一般由练槽、行车、升降机构、挂绸架等组成。
①普通练桶:普通练桶为不锈钢板制成的长方体槽,以往大多为木制或瓷砖砌成,又叫做船型槽。桶宽120~130cm,桶深视织物门幅而定,约140~180cm,长度则根据所需容积和允许占地面积而定,一般为220cm,容积有3200L、4000L、4600L不等。桶底有直接蒸汽加热管,蒸汽管上面安装一块均匀布满小孔的花板假底,使蒸汽加热时不致直接冲击织物。按照练漂工艺的要求,练桶排列一般为7~9个直排成一条龙。
②夹层练桶:当练桶底部的蒸汽管加热时,练液上升,使织物浮起,产生擦伤和折皱印,且练桶上下存在温差,可以采用夹层练桶。夹层练桶是在普通练桶的两边距桶壁4~5cm处,加装一块约2mm的不锈钢挡板。挡板下沿距桶底约20~30cm,使与桶壁间形成夹层。挡板上沿浸没在液面之下,略高于织物上沿。在每边挡板与桶壁的适当位置安放一根直接蒸汽管。织物精练时,关闭底汽,仅用夹层蒸汽保温。由于夹层蒸汽管的蒸汽喷出口都向上,蒸汽喷出时,驱使练液由底部涌入夹层,从夹层的上口溢出,流向练桶中央,形成自上而下的流向。这同原来使用底层蒸汽管时的自下而上的练液流向恰好相反。但夹层练桶使用不当时,也可能使液流出现“短路”,即液流不从每匹织物页间穿过,而从匹与匹间流过,并使织物各页闭合,反而影响精练均匀程度。
(2)行车:行车是织物精练过程中的运行构件,它主要由导轮、绳轮、变速箱、轨道、行车架和电气控制系统组成,见图10-3。
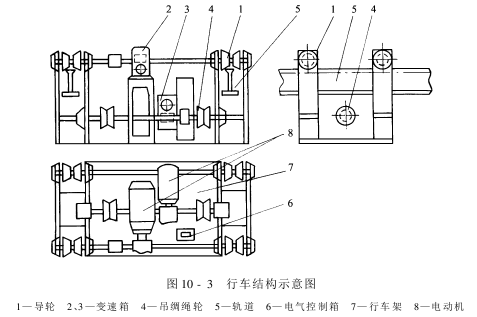
行车的升降机构和前后运行机构操纵织物的升降和前后运行。前者由电动机传动蜗轮减速箱带动使挂绸装置升降,后者由电动机通过蜗轮减速箱传动行车走轮轴,在轨道上做前后运动。两者都有限位装置,确保安全。
(3)凸轮升降机构:为使织物在挂练槽内均匀脱胶,在练槽两侧加装一组对称的凸轮装置,凸轮从动件为长条形升降板,挂绸搁在升降板上,精练时电动机通过减速器带动凸轮轴旋转,使升降板带动挂绸架和织物做周期性的升降运动。一般升降距离为300~400mm,升降次数为4次/min。
(4)脱水机:丝织物的脱水,可采取离心脱水、轧水打卷和真空吸水等方法。
①离心脱水:将整匹织物对称地放入一个带孔的圆形转笼中,利用高速旋转时的离心力将水脱去。脱水时,织物要均匀堆放在转笼四周,织物纬向平折,不能对折,要放得平,装得少,脱水不能过量,以免造成甩水印。由于脱水过程中,织物处于皱折状态,易产生皱印,所以只适用于绉类、乔其等不易折皱的织物。
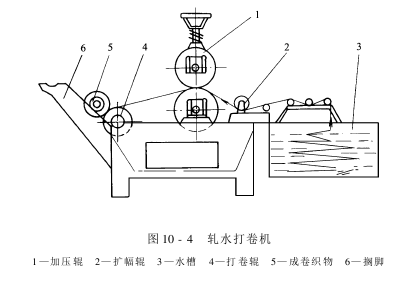
②轧水打卷:轧水打卷机由水槽、扩幅辊、轧水辊和传动装置等组成,见图10-4。轧水是在平幅轧水机上进行的。操作时两辊自然接触,织物需预先缝接好,依次无压地浸在清水池内,然后平整无皱地通过轧点被卷在卷布轴上,桑蚕丝薄织物一般不加压水辊,防止坯绸产生松紧,经轧水机后造成压刹印疵病。所以,轧水工艺实为打卷。较厚的织物等可加压水辊,一般用于纺类、斜纹类、缎类织物。它可以防止皱印,但容易产生卷边和皱条等疵病。
③真空吸水:真丝织物往往在烘干前先通过真空吸水。当织物平整地通过吸水机的吸缝口时,缝口管内的负压就把水从织物表面和纤维间的隙缝中吸走。
挂练工艺的主要特点是:设备简单,投资少,操作方便;适用于小批量、多品种的生产,产品质量较好,产量较高。但由于它属于间歇式生产,劳动强度大,由于织物以圈码或S码形式处理,内外层不易均匀一致,特别是加工厚重强捻真丝织物时,其修复率较高。


 微信收款码
微信收款码