
前处理设备——丝织物精练设备-平幅连续精练机
丝织物平幅连续精练设备主要是采用意大利Mezzera公司生产的VBM长环悬挂式平幅连续精练练机,适用于真丝绸的连续精练,也可以用于化纤丝织物的连续精练。
VBM型平幅连续精练机如图10-9所示。此机有单程式和双程式之分。单程式由五个基本单元组成:进绸装置、成环装置、预浸槽、VBM型精练槽、吸鼓式平洗机(或导辊式平洗机)以及落绸装置。双程式用于真丝绸的精练,它在单程式的基础上,再增加一套预浸槽、VBM精练槽、LT型水洗槽以及导辊式平洗机,全机由直流电动机及补偿器驱动,实现各单元的同步运行。
(1)进绸装置:进绸装置由进布架、导布辊及电动机械吸边器组成。织物经进布架由吸边器扩幅并定位中心,然后导入预浸槽。
(2)预浸槽:底部有阀门与精练槽连通,槽内有一直径700mm的不锈钢辊筒半浸于练液中,可使织物超喂并包覆在辊筒上被练液浸润。
预浸槽位于精练槽上端,它包括一个700mm表面布满孔眼的不锈钢辊筒及一个大流量且直接连接两个喷射管的泵,辊筒半浸在练液中,该辊筒由主令电动机通过无级变速装置传动。
织物由超喂辊送入预浸槽后即包覆在辊筒上,织物随着辊筒旋转,而练液则从筒的外围透过织物网眼由泵的作用吸入辊筒中心,再通过管道送到精练槽上部位置处的喷液成环装置中。预浸槽有两个作用:一是润湿织物,并除去纤维中的空气,使织物变软、变重、被练液浸润,在练液中不浮起,便于在精练槽中成环;二是预浸时,在高温练液的作用下织物收缩,起到预缩的效果,再借超喂辊和进绸成环装置使织物平幅进入精练槽。
(3)VBM型精练槽:精练槽是该机的主要部分,长8m,宽2.1m,高1.68m,练槽空容量为26m3 ,由进布成环装置,练液加热系统(直接、间接)及循环装置、挂绸杆的转动装置、练槽出口等几部分组成。
①成环装置:织物从预浸槽出来后由超喂辊导入溢流槽,为使织物保持连续、平幅低张力运行,通过一个缝口大小可调节的V型狭缝的喷嘴,由活动导板把绸引入挂绸杆上,借助液流带动织物运行和成环。喷嘴狭缝的宽度可以调节,一般控制在2~3mm。成环装置主要由超喂进布辊、溢流槽、喷嘴等组成,如图10-10(a)所示。
织物从预浸槽出来后,被一传动辊牵引引入溢流槽。溢流槽练液由循环泵从精练槽底部抽吸上来,练液的高度应保持稳定(由主动调节装置控制),从而保持了V型狭缝喷嘴的液量(即水压)稳定,借水压差在喷嘴出口狭缝处形成喷射力,流体喷射力可通过调节阀来调节。这样,织物借喷嘴的水压而被冲入练槽,并能完全舒展不折叠,再配合挂绸杆的匀速水平运动,使织物在挂绸杆上成环。织物进入练槽后的成环过程如图10-10(b)所示。

在喷嘴的出口端装有一块可自由转动的弹性弧形钢板(称为成环器),在初始状态下,由于重力的作用,成环器垂直向下,当挂绸杆前进到与成环器接触后,逐渐被抬起,织物从成环器圆弧表面滑过,悬挂在挂绸杆上,当挂绸杆继续前进一个节距(30mm左右),与成环器脱离接触,成环器在重力作用下转回到初始的垂直位置,这时,织物在液力作用下继续从喷嘴沿着成环器圆弧表面进入练槽,从而形成一个悬环。当第二根挂绸杆运行到喷嘴下方时,上述过程重复进行形成第二个悬环。依次重复动作,织物在练槽中就重复形成长环状,并随着挂绸杆在练槽中继续前进。进布速度和练液流速的大小可调节到与挂绸杆运行速度相匹配,以达到能够形成所要的悬环长度。显然挂绸杆速度越慢而进布速度越快,成环长度就越长。
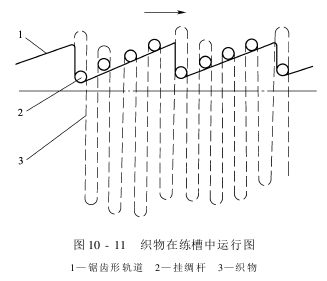
②挂绸装置:挂绸装置包括挂绸杆、锯齿装置及链轮链条机构等。挂绸杆由位于两侧的链轮链条机构驱动。链条为扁平状,挂绸杆插入链条中间的长圆形导槽内,循环链条由链轮传动缓慢地向前移动,挂绸杆也就随着链条一起移动,其运行速度在10~25m/min的范围内可调节,挂绸杆是一椭圆形空心不锈钢管,挂绸杆之间相隔距离10mm,练槽中可容200根挂绸杆,精练槽容绸量约为400~500m。挂绸杆在链条夹持下向前移动的同时在垂直方向还受到锯齿轨道的支撑作用,如图10-11所示。
当挂绸杆向前移动时,借锯齿形轨道的支撑作用,先沿着齿形斜面升高,当达到高点时(平移330mm,升高40mm),就随着齿的垂直面突然下降,挂绸杆因重力作用而突然下落,因挂绸杆和挂在杆上的织物,所受到的气体浮力不同,因而两者的下降速度也不同,故能使织物瞬时脱离挂绸杆,当织物再次挂到杆上时,使绸与挂绸杆的原接触点改变,或者使绸与挂绸杆之间松动一下,便于练液渗透,这样,精练槽有二十多个锯齿,每经过一个锯齿,绸匹就改变一次接触点或松动一次,避免了绸匹长时间紧贴挂绸杆而产生生块等疵病。
(4)练槽出布装置:当织物精练完毕运行到练槽后端位置时,在出布口上方,借出布辊的主动旋转,使挂在杆上的环形织物被迅速提起,用出布速度调节装置达到出布速度与链环运行速度同步。
由于丝织物大多比较轻薄,织物在练槽中或出布口处可能左右移动,影响出布,因此精练后的织物需要经过中心定位装置,纠正织物可能在练槽中出现偏离中心的现象。该装置采用气动控制,由两个喷气口来检测织物边部所在位置,并通过检测得到的气压信号,使三根辊做上下运动,来调整织物左右位移使之保持居中位置。通过二辊轧车去除织物上所带的练液,在由张力调节装置控制好织物的经向张力,进入水洗槽进行水洗。
(5)吸鼓式平洗机:吸鼓式平洗槽内装有直径为70mm,表面有不锈钢圆网的水洗轮,织物贴附于圆网外围运行时,采用循环泵抽吸喷洗的方法使水流强行通过织物,使粘附在织物上的杂质被网中强制的循环水流带走,提高了水洗效率。
一般装有2~3个平洗槽,平洗槽之间有二辊轧车。为了尽量减少张力,平洗槽水洗轮和二辊轧车都是单独传动,并有张力自动调节装置和自停装置控制张力。平洗槽内还装有直接和间接蒸汽管和汽控装置。织物由超喂主动辊导向吸鼓辊筒,由该网孔辊筒吸住织物一同前进,因而织物不受张力。后一格平洗槽出布处,还配有真空吸水装置。织物后经出布装置平幅落绸或卷取落绸。
VBM精练机中具有练液循环系统、温度自控系统和pH值自动控制系统。设备的机器的机械化、自动化程度较高,有利于保证产品质量稳定,提高生产效率,降低劳动强度。在精练过程中织物以单层悬挂,故脱胶均匀,没有灰伤、白雾、吊襻印等疵病,可克服间歇式精练时桶与桶之间的脱胶差异,从而改善染色绸的匹差、头尾深浅和页面花等疵病,可以大大提高真丝织物的染 色、印花质量。但因精练时间比挂练工艺短,故白度不如挂练工艺,因此,一般不用于生产练白成品。
VBM精练机对于真丝交织物、粘胶丝、涤纶低弹织物、尼丝纺等织物的精练是极为理想的设备,随着高效精练剂的开发应用,该机对于真丝绸的精练已经成熟,其中对中厚型缎斜类织物比较适宜。但目前对乔其类、绉类轻薄织物及重磅真丝的精练还存在一定困难。


 微信收款码
微信收款码